20.06.2024
47030
Як же правильно виконувати зварювання напівавтоматом? Як налаштувати установку для зварювальних робіт, і які техніки напівавтоматичного зварювання...


Нынешний век называют «веком цифры». Аналоговые системы прочно и верно становятся технологиями вчерашнего дня. Да, они, еще успешно работают в некоторых отраслях (аналоговое телевидение, телефонные станции координатного типа и т.д.), но сегодня реальности таковы, что все наиболее известные компании – производители наращивают производственные мощности именно в направлении выпуска цифрового оборудования.
Киевский завод им. Е.О. ПАТОНА недаром имеет опыт производства глубиной в полвека, – он все время находится на острие передовых мировых технологий. Именно поэтому в последние годы отмечается немалый прогресс в цифровых разработках компании. Поскольку этот украинский производитель отличается узкой специализацией – сварочным оборудованием, то, понятно, что его усилия направлены на разработки и изготовление цифровых сварочных аппаратов, в том числе и инверторных сварочных выпрямителей.
Если сравнить сегодняшние объемы выпуска и продаж сварочных инверторов Патон с показателями 2010 года, то получим впечатляющее число – увеличение в 40 раз.
ПРЕИМУЩЕСТВА ЦИФРОВОГО ВЫПРЯМИТЕЛЯ
Основное предназначение цифрового выпрямителя - полуавтоматическая сварка различных изделий и конструкций, которые имеют повышенные требования к качеству сварочных шов, скорости и надежности сварки.
Патоновские цифровые выпрямители выполнены по инверторной технологии. Это значит, что выпрямителем управляет небольшая микропроцессорная плата, осуществляющая все внешние и внутренние связи между блоками и системы устройства по цифровой технологии. Она гарантирует высокую скорость и отменное качество сварки, а также определяет прочие отличительные свойства выпрямителя – экономию электроэнергии, маленький вес и компактные размеры.
Работая с удобным, легким и небольшим аппаратом, потребитель может выбирать на панели управления и на внешнем подающем механизме доступные режимы сварки:
Цифровой способ управления выпрямителем характеризуется тем, что инверторная плата дает возможность одинаково производительно и функционально работать во всех указанных режимах. Она не «заточена» под какой-либо конкретный режим и является универсальной, гарантируя активность абсолютно всех ресурсов источника, в пределах его максимальной мощности во всех доступных режимах сварки.

МНОГОФУНКЦИОНАЛЬНОСТЬ - РЕВОЛЮЦИОННАЯ РАЗРАБОТКА
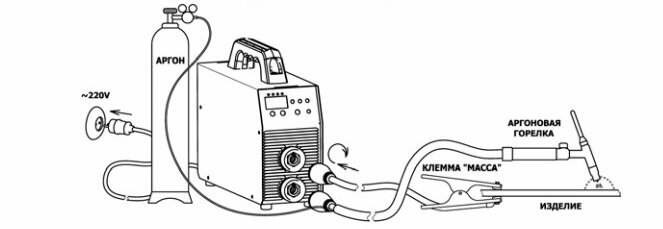
Сварка с применением защитных газов (АРГ «TIG»)
Этот режим незаменим для сваривания различных цветных металлов и их сплавов: алюминия, меди, стали - легированной и нержавеющей. Защитный газ (аргон или гелий) нужен для того, чтобы на спаиваемые цветные металлы не воздействовал кислород, иначе происходит окисление металлов. При этой сварке запрещается использовать горючие газы, применяется аргоновая горелка только вентильного типа. Электроды рекомендовано не затачивать в острую «иглу», поскольку он сильно оплавляется, лучше и качественнее работает слегка притупленный электрод.
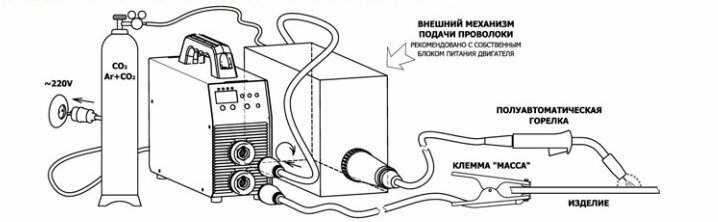
Полуавтоматическая «MIG/MAG» сварка
Это режим сварки проволокой на постоянном токе. Для подачи проволоки можно использовать любой подающий механизм. В идеале его питание должно быть отдельно от питания выпрямителя, именно тогда подача будет ровной и стабильной. Для разных металлов стоит применять различные газы:
Сварка импульсным током
Этот режим действует наподобие руки сварщика – при возникающем импульсе капле-перенос достигает металла и расплавляет его в труднодоступных местах, делая ровные и стабильные швы. Здесь очень важна правильная настройка – от нее зависит крепость спайки, отсутствие пор и зернистости.
Функционал на основе инверторной технологии
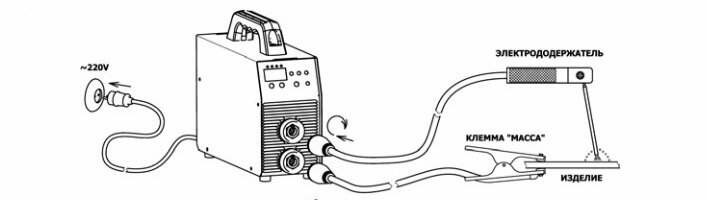
Инверторная плата была изобретена именно для того, чтобы существенно расширить функциональность сварочных аппаратов. Поэтому ниже мы перечислим функции, которые являются стандартными для качественных инверторных выпрямителей, например Сварочный инвертор Патон ВДИ-250P DC MMA/TIG Цифровой. То, что они встроены и отлично работают на профессиональных инверторных выпрямителях ПАТОН – еще раз подтверждает их высочайшее качество.
ТРИ ОСНОВНЫХ ФУНКЦИИ ДЛЯ МАКСИМАЛЬНОГО КОМФОРТА В РАБОТЕ



ПОЧЕМУ У ПАТОНА НЕТ КОНКУРЕНТОВ?

Профессиональные цифровые инверторные выпрямители ПАТОН, кроме самых популярных и известных функций, имеют еще несколько дополнительных опций.
1. Регулировка наклона вольтамперной характеристики.
Функция комфортна при сварке электродами с покрытием различного типа.
2. Сварка «Короткая дуга».
Если нужно, чтобы дуга не сильно тянулась (например, на потолочных швах), то нажмите кнопку включения короткой дуги.
3. Снижение напряжения холостого хода.
При сварке внутри емкостей или цистерн, эта функция повышает электробезопасность. Она снижает напряжение на клеммах до 12В – это безопасный уровень. Снижение происходит мгновенно - за 0,1 секунды. По умолчанию этот блок выключен, поэтому нужно нажать на кнопку и активировать его.
4. Поджиг дуги TIG-LIFT.
Эта функция используется при контактном поджиге дуги, без наличия в выпрямителе осциллятора. Она оберегает от разрушений неплавящийся вольфрамовый электрод и нужна, чтобы в сварочный шов не попадали частички электрода и не понижали качество сварки. Очень удобно, поскольку можно держать электрод наготове, прикоснувшись к металлу. Началом сварки считается момент, когда сварщик начинает плавно поднимать электрод. Тогда ток сварки повышается.
5. Плавное увеличение сварочного тока.
Повысить удобство пользования горелкой и сэкономить ресурс электрода помогает функция плавного нарастания тока сварки. Сварочная ванна не расплескивается, а горелку можно навести с уникальной точностью и даже прогреть место спайки перед работой. Время действия опции – 0,5 секунд.


 для автосервиса")
 2021 - ТОП моделей")
ПН - ПТ: 8:30 - 20:00,
СБ: 9:00 - 18:00, НД: 10:00 - 17:00
або натисніть