")
")
")
")

20.06.2024
47035
Как же правильно выполнять сварку полуавтоматом? Как настроить установку для сварочных работ, и какие техники полуавтоматической сварки...
: устройство, принцип работы и сфера применения")

Содержание:

Автор: Сергей Хилик
эксперт категории: "Сварочные аппараты и оборудование"
Чтобы соединить металлические детали, убрать мелкие механические повреждения на поверхностях, понадобится сварка. Фактически, сваривание металлов - это очень сложный процесс на уровне атомного строения. При сварке атомы расщепляются и соединяются между собой в месте прилегания деталей. И если атомы чистого железа расщепить и соединить вновь не так уж сложно, то о современных сплавах, в том числе и о популярной нержавейке, так не скажешь. Такие материалы непросты в своем изготовлении, и не менее сложным является процесс их сочленения.
Для соединения металлических конструкций, элементов и деталей сегодня используются сварочные аппараты несколько типов: трансформаторный, инверторный, полуавтомат. Первый вид - трансформаторный, один из самы старых, самый габаритный, тяжелый и устаревший вариант, который потихоньку доживает свое. Второй вид, инверторный, - это усовершенствованная версия трансформаторного аппарата. Только у инвертора меньший вес, более компактные размеры, большая мощность и расширенный функционал. Трансформаторные и инверторные сварочные аппараты во время сварки используют электроды. В полуавтомате используется проволока.
Вышеперечисленные агрегаты предназначены для плавки металла. А вот чтобы покорить нержавеющую поверхность и крепко соединить нужные ее элементы, понадобится особый вид работ - аргонная сварка. Если вы хотите освоить такой непростой процесс, как аргонная или иными словами – TIG сварка, то мы готовы помочь и поделится полезной информацией. В этой статье вы найдете немного теории о технологии (ведь теоретическая база также нужна для качественной работы), и массу практических советов и рекомендаций о том, как правильно варить в среде аргона.

Многие задаются вопросом, что такое аргонная сварка? Процесс сваривания металлов происходит за счет нагрева электродуги с помощью газа аргон. Это инертный газ, основное предназначение которого – защита металлов от кислородного воздействия. Это процесс имеет еще одно название – аргонно-дуговая сварка. Ток, который используется во время сварочных работ, может как постоянным, так и переменным.
Сфера применения - пищевая, химическая промышленность. Этот вид сваривания также применяется в изготовлении самолетов, в работе теплостанций, добыче нефти, строительстве автомобилей.
Сварка технологии TIG имеет много преимуществ, среди которых:
Этим способом также можно сваривать очень тонкие, изящные слои металла, единственный недостаток – процесс сварки происходит намного медленнее, нежели сваривание металла другими аппаратами. Поэтому, если сроки строительства или ремонта поджимают, то стандартная сварка аргоном не подходит. И в этом случае можно рассматривать полуавтоматы и сварочные аппараты инверторного типа.

Основными критериями выбора аппарата для аргоновой сварки являются:
Также при выборе очень важны дополнительные функции.

Процесс сваривания аргоновым газом осуществляется электродами двух видов: плавящимися и неплавящимися. Первый вариант используется, когда нужно сварить металл, толщина которого не превышает одного миллиметра. Второй способ применяется для материалов от двух миллиметров. Неплавящиеся электроды называются вольфрамовыми (температура плавления начинается при 3410 градусах, а кипения - 5900 град.), предназначение которых – плавка основного материала, толщина которого составляет три миллиметра. И благодаря своему уникальному свойству расход вольфрамового электрода ничтожно мал. Примерно на 1 метр шва приходится сотая доля грамма. Для более грубых слоев металла используются присадочные материалы в виде проволоки, которая подается в дугу в автоматическом или ручном режиме.
Электроды, которые не плавятся, намного быстрее зажигают дугу. Горение с этим видом электродов происходит с небольшим напряжением.
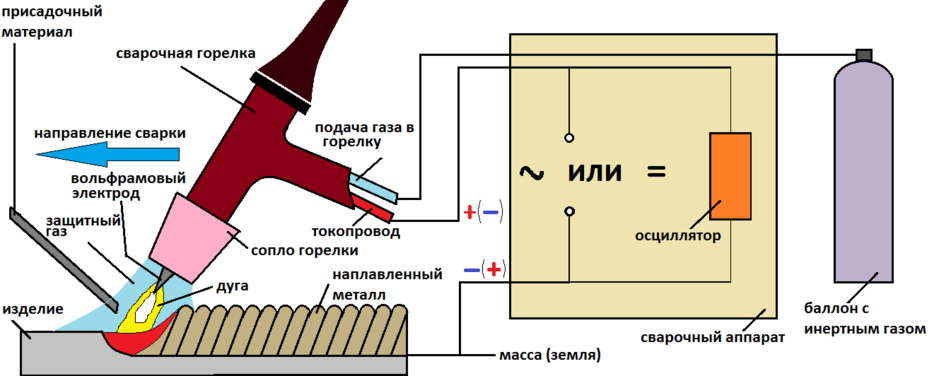
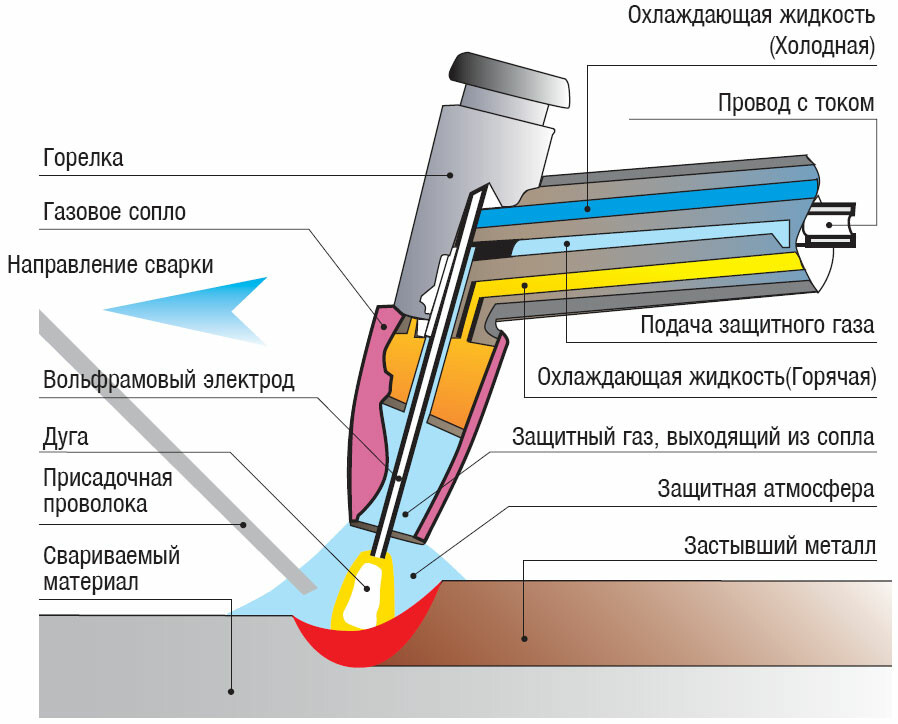
Схема работы аргонной сваркой
Принцип работы аргонно-дуговой сварки заключается в подаче проволоки. Эти прутки или другие присадочные материалы привариваются к основным обрабатываемым материалам. Таким образом, сварка в среде аргона создает герметичный шов, который обеспечивает прочность металлической конструкции.
Очень важный момент – когда свариваются металлы, которые не ржавеют и не поддаются коррозии, горелка находится в наклонном состоянии, а расстояние между элементом сварки и поверхностью материала, который сваривается, должен составлять около семидесяти пяти, восьмидесяти градусов. Чтобы во время работы защитная зона не вышла с колеи, свариваемый шов не окислялся, сварка должна проходить без лишних колебательных движений.
Что касается присадочных материалов (проволока или пруток), то они должны находиться под углом девяносто градусов. Угол, расстояние между горелкой и металлом, который обрабатывается, должен быть не меньше пятнадцати-двадцати градусов. Материал для присадки должен вводиться в сварку постепенно, двигая его перед дугой. Некоторые перемещают проволоку или пруток поперечно, но это недопустимо.
Чтобы не допустить окисление электрода, после завершения сварочного процесса аппарат желательно оставить на несколько минут включенным.
Техника сварки аргоном – это не оконченный процесс обработки нержавеющего металла. После сваривания материал должен пройти дополнительную обработку. После того, как сварка высохнет, металл покрывают оксидной пленкой, которая защищает поверхность от коррозии и ржавчины.

Для того, чтобы начать сваривать металл аргоновой сваркой, понадобится некоторое оборудование:
Перед покупкой материалов для аргонно-дуговой сварки необходимо точно определить, какие размеры, толщина металла для сваривания.

Как известно, сварочный инвертор может работать под напряжением 220 или 380 Вольт. Для первого случая, если необходимо выполнить процесс сварки под напряжением 220 Вольт, можно покупать такие модели аппаратов, как Патон АДИ-200S DC и Titan ПИАС 200+ДС.
Все они отличаются компактностью, удобством во время работы и легкостью в использовании, все модели относятся к бытовому классу. К профессиональным и полупрофессиональным моделям с напряжением 220 Вольт относятся ПАТОН АДИ-200РАС, GYS TIG 207 AC/DC, Telwin Technology Tig 222 AC/DC. Главное их отличие от моделей бюджетного класса – простое управление, наличие дополнительных функций, высокая производительность.
Есть также полупрофессиональные и профессиональные модели, работающие под напряжением 380В. Они отличаются большой мощностью, высокой производительностью, могут долго работать под большим напряжением. К ним относятся Deca Mastrotig 327 AC/DC и GYS TIG 250 AC/DC TRI.
Если у вас возникли вопросы после прочтения статьи, оставляйте комментарии ниже. Я с радостью на них отвечу!



 для автосервиса")
 2021")
ПН - ПТ: 8:30 - 20:00,
СБ: 9:00 - 18:00, ВС: 10:00 - 17:00
или нажмите