
")



")


")
")
20.06.2024
47030
Как же правильно выполнять сварку полуавтоматом? Как настроить установку для сварочных работ, и какие техники полуавтоматической сварки...



Содержание:

Автор: Алексей Шелест
эксперт категории: "Сварочные аппараты и оборудование"
Полуавтомат отличается от других типов сварочного оборудования тем, что сварка производится при помощи проволоки, а не покрытых электродов. Эта особенность хороша тем, что дает два преимущества: качественный и аккуратный шов и возможность варить всевозможные типы металлов. Поэтому нет ничего удивительного в том, что в последнее время в качестве сварочного инструмента все чаще стали использовать именно сварочный полуавтомат. Данная статья поможет вам определиться с выбором этого оборудования.
Вы узнаете о главных правилах и критериях выбора сварочного полуавтомата, о том, какие приборы больше подойдут для домашних работ, а какие для профессиональной, сложной сварки.
Я часто рекомендую покупателям именно этот прибор для сваривания, ведь, несмотря на то, что размеры и габариты у него больше, чем в инверторе, он отменно справляется с плавкой сложных сплавов, алюминия, нержавеющий стали. Полуавтоматический сварочный аппарат чаще всего применяют в СТО, для сварки корпуса и других частей автомобилей.

Перед покупкой сварочного агрегата полуавтоматического типа необходимо определиться, какой именно аппарат нужен для дома.
В выборе устройства помогут следующие критерии:
Сварочный полуавтомат – это самый лучший аппарат для гаража, поскольку устройство предназначено для сваривания различных типов металлов, даже самых сложных.
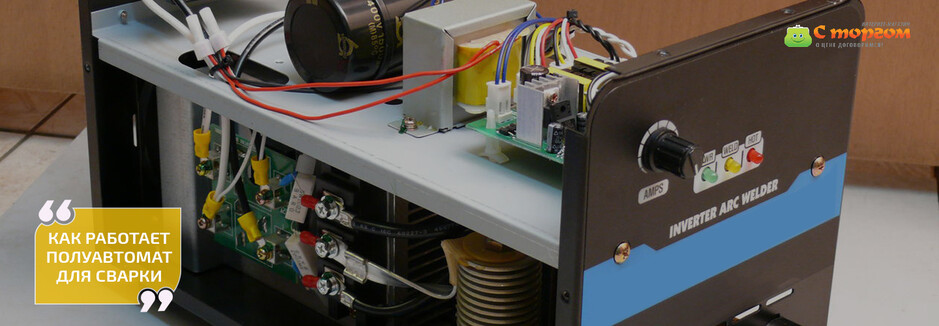
В устройство аппарата входят:
Смысл работы аппарата заключается в получении напряжения от сети и понижении его до тридцати, девяноста Вольт. Вместе с этим повышается ток, который с легкостью плавит самые сложные металлы и сплав, такие, как алюминий, нержавейку. Благодаря такой сварке швы получаются ровными, без шлаков, поверхность после сваривания даже не нуждается в обработке. После того, как остынет сварка, конструкцию можно смело окрашивать.
Принцип работы очень простой: в горелку, которую держит сварщик, специальный механизм подает проволоку. Перед этим необходимо настроить скорость, с которой будет продвигаться проволока. Это зависит от нескольких критериев: диаметр присадки, мощность, плотность шва, необходимая для сварки. Подается проволока за счет кнопки, размещенной на элементе, отвечающая за соединения швов (горелка). Дуга зажигается, когда проволока касается металла. Дуга отвечает за плавку проволоки и концы соединения. Чтобы активировать газ, необходимо нажать на кнопку, размещенную сверху горелки, что приведет к открытию газового клапана. Из клапана выпускается инертный газ, который не только хорошо расплавляет металл, но и защищает устройство от внешней среды. Есть несколько видов аппаратов для сварки полуавтоматического типа. Выбор сварочного полуавтомата зависит от многих критериев.

Выбрать полуавтомат становится проще, если учесть некоторые его рабочие характеристики:
Также при выборе очень важно учитывать возможность регулировки разбрызгивания металла, что может привести к проникновению жидкого металла в шов, это может привести к его деформации.

Есть три группы по назначению:
Для дома подойдет любой из вышеперечисленных аппаратов.

Существуют различные виды сварочных агрегатов, три основных – это:
Сварочный полуавтомат инверторного типа создает ровные, гладкие швы, во время работы не разбрызгивает жидкий металл.

Проволока может подаваться тремя способами:
Механизм толкающего типа может идти в комплекте с источником питания, а может быть отдельно от него.

В зависимости от того, какой вид работы необходимо выполнить, существует несколько видов газа:
Полуавтомат также работает и без газа. В таком случае используется проволока порошкового типа трубчатой формы.

Выбирая аппарат для сварки, необходимо заранее узнать, какой толщины металл будет свариваться. От этого зависит нужная мощность устройства. Поэтому уясняем для себя некоторые нюансы:
Толщина проволоки и величина сварочного тока
Эти два параметра находятся в зависимости друг от друга и также выбираются по принципу: что именно нужно варить. Главное правило - чем толще металл, тем мощнее аппарат нужен. И тем больше диаметр проволоки. И, соответственно, при тонких листах нужен малый ток и тонкая проволока.
К примеру, сваривание кузова автомобиля чревато двумя неприятностями:
Чтобы избежать подобных проколов, придерживаемся вот каких соотношений:
Самая большая толщина подразумевает проваривание металла от 9 до 20 мм. Здесь нужна толстая проволока 1,6 мм и сварочный полуавтомат, который выдает ток сварки от 300 до 500 Ампер.
Придерживаясь этих соотношений, вы получите качественную сварку. Если задачи у вас разноплановые, и нужно сочетать и тонкие листы и толстые швелера, то выбирайте сварочный полуавтомат, который имеет регулировку тока сварки в большом диапазоне.
Вольтаж холостого хода
При выключении сварочной дуги, полуавтомат сохраняет напряжение на токоведущих элементах. Его называют напряжением холостого хода. Вольтаж находится в диапазоне от 30 Вольт до 90. Чем он выше, тем легче возобновить плавку металла. Если поверхность металла ржавая, то этот показатель нужен никак не менее 80-90 Вольт. Для новых и хорошо зачищенных поверхностей достаточно напряжения холостого хода на уровне 30-50 Вольт.
Напряжение стационарной сети
Вольтаж в сети, от которого идет питание оборудования, также очень важный критерий. Если это маломощные, бытовые аппараты, то их можно подключать к сети с напряжением 220 Вольт. Для более мощных агрегатов понадобится трехфазная сеть - 380В.
Мощность
Мощность аппарата также влияет на производительность сварочного аппарата. Чем больше мощность, тем скорее и эффективнее выполнится план работы. Маломощные приборы (3-4 кВт) хороши для дома. Варят уголки, профили, листы толщиной до 3 мм. Средняя мощность (5-6 кВт) используется в мастерских. Она требует трехфазной розетки и толстой проволоки. Производство металлических изделий, где нужно варить толстые элементы, нуждается в полуавтомате мощностью не менее 7 кВт.

Все горелки состоят из рукоятки, клавиши включения и гусака. Гусак заканчивается мундштуком и соплом. Сопло нужно для подачи защитного средства, а из отверстия мундштука подается проволока и газ. Длина гусака зависит от того, что именно варим - тонкие листы (короткий гусак) или большие конструкции (длинный). Также различным бывает и диаметр мундштука и сопла. При их выборе нужно учитывать:
Самые главные особенности, характеристики и рабочие показатели сварочного полуавтомата вы уже уяснили.
Однако, этот прибор имеет еще несколько конструктивных особенностей, на которые нужно обратить внимание:

Напоследок мы приведем примеры, какой сварочный полуавтомат выбрать для четко определенных задач.
Этот сложный уровень сварки можно выполнить, имея сварочный полуавтомат, выдающий ампераж 400. Он требует питания от трехфазной розетки 380В. Среда защитных газов - МИКС, толщина проволоки максимальная - 1,6 мм, длина кабель-провода 5 метров. Еще один нюанс - желательно брать механизм проволочной подачи отдельного типа. Вместе с длинным шлангом он позволит свободно работать с габаритной конструкцией.



 для автосервиса")
 2021")
ПН - ПТ: 8:30 - 20:00,
СБ: 9:00 - 18:00, ВС: 10:00 - 17:00
или нажмите