20.06.2024
47035
Как же правильно выполнять сварку полуавтоматом? Как настроить установку для сварочных работ, и какие техники полуавтоматической сварки...

Содержание:
Полуавтомат - довольно распространенный метод сваривания металлов. Он несложный и понятный даже неопытным сварщикам, особенно при использовании современных инверторных полуавтоматов. Полуавтоматической сваркой получаются прочные швы, можно варить большие объемы металлов.
Возможно возникновение некоторых трудностей только при сварке алюминия - металла мягкого и обладающего высокой теплопроводимостью. При сварке алюминия полуавтоматом важно знать все детали сварного устройства, тщательно следовать установленным правилам сварки и придерживаться техники безопасности. Сварка полуавтоматом алюминия может выполняться с газом и без защитного газа, с помощью проволоки порошкового типа.
О том, как правильно варить алюминий полуавтоматом, чтобы не испортить материал, как сделать сварочный шов на алюминии прочным и качественным, я расскажу в этой статье.
Сварка полуавтоматом алюминия используется в случае необходимости что-то наплавить, а также для закрытия зазоров. Перед началом сварки самой детали нужно подготовить все необходимое оборудование, а также удалить загрязнения и оксидную пленку, которой покрывается алюминиевая поверхность. Алюминий - металл, который имеет повышенную теплопроводность, сваривать его нужно при низких температурах, в этом и заключается наибольшая сложность.
Сварка алюминия полуавтоматом проходит поэтапно:
Также нужно учитывать некоторые нюансы. Во-первых, коэффициент усадки алюминия выше, чем у других металлов, поэтому следует тщательно контролировать усадку. Во-вторых, для сваривания тонких деталей нужно под алюминий класть нержавеющую сталь, чтобы сварка не прожгла пластину. Что касается наконечника, то лучше всего подойдет медный наконечник, выполнен по технологии сверления.
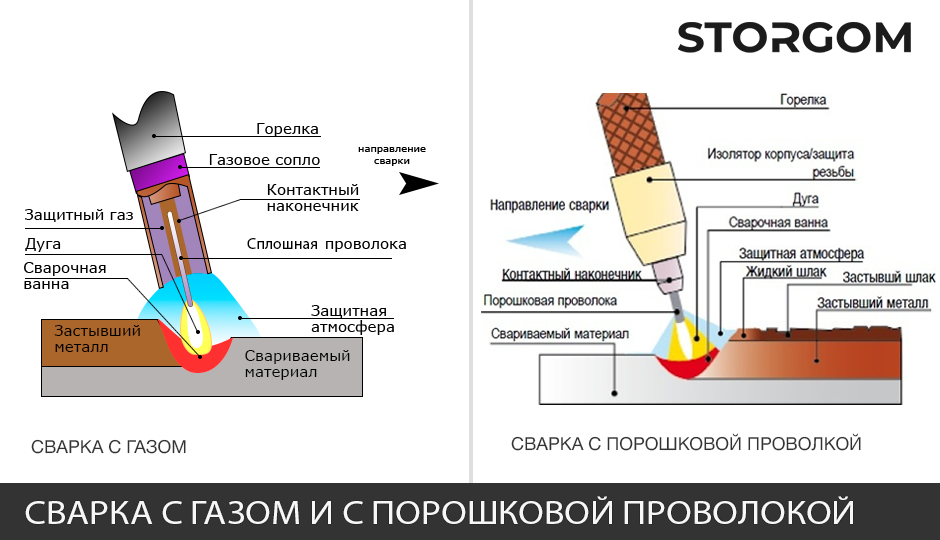
Использования газа защищает сварочную поверхность, делает сварочный шов более качественным и прочным. Чаще всего для сварки алюминиевых деталей полуавтоматом используют чистый аргон или аргон с добавлением гелия. Подобные смеси защищают поверхность детали от окисей, ослабляя, таким образом, силу воздействия атмосферы. Сварка алюминия полуавтоматом с углекислотой также используется, но очень редко. Использование углекислого газа - более дешевый вариант, нежели аргон, но шов может получиться не таким качественным.
Сварка полуавтоматом без аргона выполняется порошковой проволокой. Этот расходный материал для сварки имеет специальные испарения, которые заменяют защитный газ, оберегают деталь от окисей.

Выбирая полуавтомат для сварки алюминиевых деталей, нужно учитывать такие технические характеристики:
На долговечность и качество сварочных аппаратов также влияет марка. Лучше выбирать проверенных, надежных производителей. Среди зарубежных компаний, наибольшей популярностью пользуются бренды, выпускающие полуавтоматическую сварку: Deca, Tekhmann, Hugong. Среди украинских марок, лучше всех себя зарекомендовал киевский сварочный завод «Патон». Его полуавтоматы долговечны, отличаются великолепным функционалом, и, что очень важно, приспособлены к отечественным условиям сварки на стройках, предприятиях.
Если у вас возникли вопросы после прочтения статьи, оставляйте комментарии ниже. Я с радостью на них отвечу!



 для автосервиса")
 2021")
ПН - ПТ: 8:30 - 20:00,
СБ: 9:00 - 18:00, ВС: 10:00 - 17:00
или нажмите